What Is a Nano Emulsion and Why Does It Matter?
Nano emulsification is the process of breaking oil-based cannabinoid compounds into particles small enough to become dispersible in water. The result is a translucent, water-soluble product that offers faster onset times, higher bioavailability, and consistent dosing. If you are formulating cannabis or hemp beverages, tinctures, or water-soluble capsules, nano emulsion technology is the backbone of your product line.
In this guide, we walk through a complete 1-liter nano emulsion SOP based on real lab work. This process works with CBD isolate, THC distillate, delta 8 oil, delta 9 oil, or virtually any lipophilic active ingredient you need to emulsify.
Equipment and Ingredients You Will Need
Before you start, gather the following:
- Nano premix (200 grams / 4 parts): You can purchase a commercial premix or make your own using avocado oil, coconut oil, saccharin, and vegetable glycerin. The sweetness from saccharin and glycerin helps reduce the bitterness common in nano emulsified products.
- Active ingredient (50 grams / 1 part): CBD isolate, THC distillate, delta 8 oil, delta 9 oil, or any cannabinoid you are working with.
- Distilled water or juice: Enough to fill to the 1-liter mark. Always use distilled water for consistency. Note: this process does not work with carbonated beverages due to their chemical compounds interfering with emulsification.
- Hot plate with stirring capability: An overhead stirrer is preferred over a magnetic stir bar for easier handling.
- Ultrasonic processor (sonicator): A probe-type sonicator capable of approximately 250 watts of power. Q Sonica makes reliable units suitable for this application.
- Jacketed beaker (1L): Allows temperature control via circulating heating or cooling fluid through the jacket during sonication.
- Scale: For precise measurement of all ingredients.
- Preservatives: Potassium sorbate (0.15%) and ascorbic acid for pH adjustment and shelf life extension.
- Filtration equipment: For final product clarity and cleanliness.
Step 1: Homogenize the Premix and Active Ingredient
Place your 200 grams of nano premix and 50 grams of active ingredient into a beaker on your hot plate. Begin heating gradually in 10-degree increments, targeting 70 degrees Celsius. Do not exceed 80 degrees Celsius, as many hot plates overshoot their set temperature.
Stir continuously as the temperature rises. You will notice a significant drop in viscosity and a visible color change as the active ingredient melts and homogenizes into the premix. This initial homogenization phase takes approximately 20 to 30 minutes depending on your equipment.
Use a spatula to scrape any material that cakes on the sides of the beaker. Thorough incorporation at this stage is critical for a uniform final product.
Step 2: Add Water and Transfer to the Jacketed Beaker
Once homogenization is complete, add approximately 250 milliliters of warm distilled water (50 to 60 degrees Celsius) to the beaker while continuing to stir. Give the mixture a few minutes to incorporate fully.
Transfer the mixture into your 1-liter jacketed beaker, which should be maintained at 65 degrees Celsius via circulating fluid. Use additional distilled water to rinse the original beaker and capture all remaining material. Fill to the 1-liter (1,000 mL) mark.
This ratio is scalable. If you need to produce larger batches, multiply all parts proportionally.
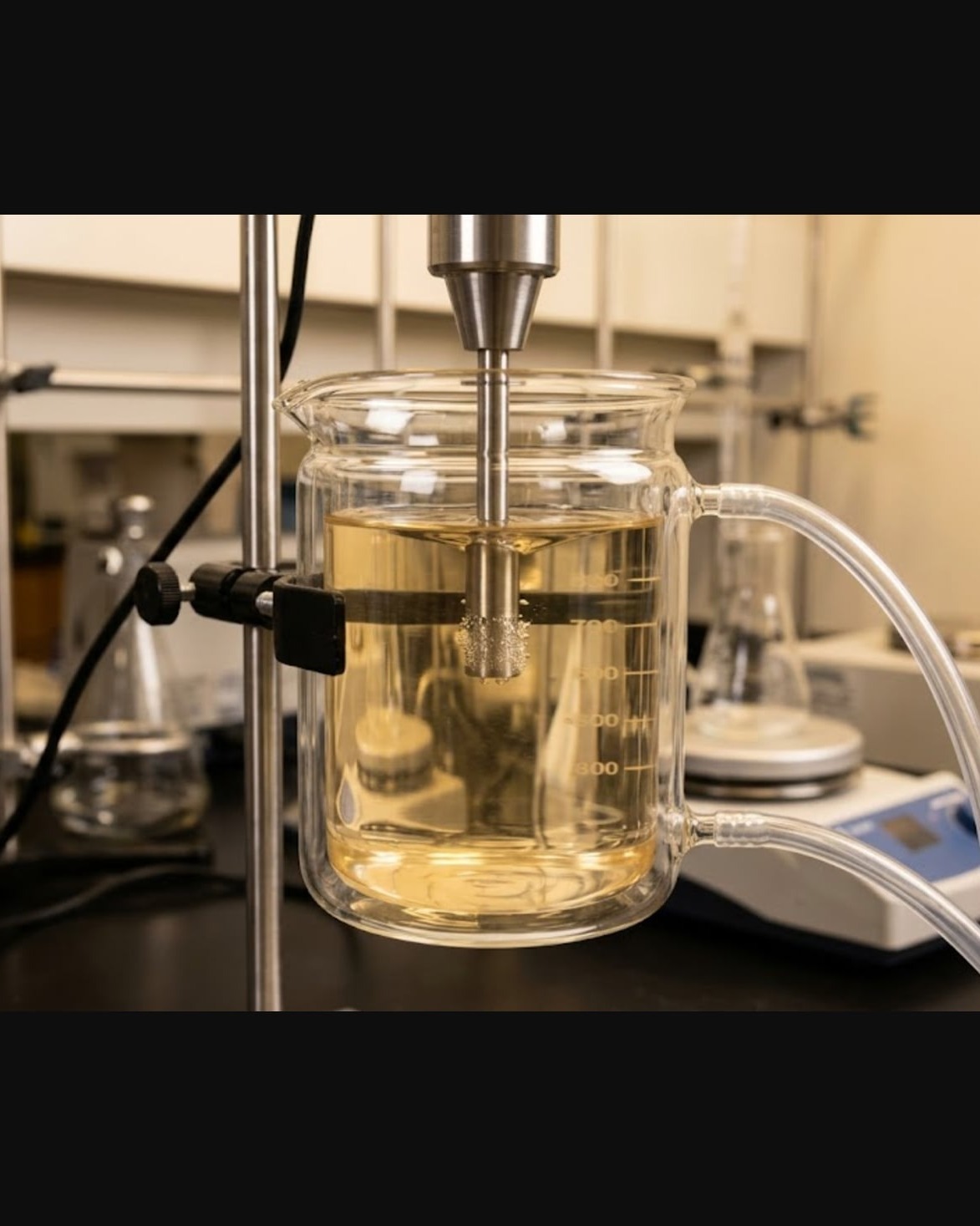
Step 3: Sonication Parameters
This is where the nano emulsion actually forms. The ultrasonic processor uses high-frequency sound waves to shear oil droplets down to nanometer-scale particles, creating a stable dispersion in water.
- Initial phase (2 minutes): Set the amplitude to 60 microns. This lower setting gently begins breaking down the droplets.
- Main phase (58 minutes): Increase the amplitude to 80 microns (note: some sonicators report amplitude in % of max displacement instead of microns. Check your manufacturer specs. 60 microns on a Hielscher probe is not the same as 60% on a QSonica) (approximately 250 watts). Run continuously for the remaining 58 minutes, totaling 60 minutes of sonication.
During sonication, the jacketed beaker maintains temperature at 65 degrees Celsius. You will observe the emulsion gradually clarifying. A successful nano emulsion transitions from cloudy and opaque to translucent or nearly transparent. This visual clarity is the primary indicator that your particle size has reached the nanometer range.
If you have access to a dynamic light scattering (DLS) instrument, you can verify particle size distribution. Most successful nano emulsions for beverages target particle sizes below 100 nanometers.
Step 4: Preservatives and pH Adjustment for Shelf Stability
Oil-in-water emulsions naturally want to separate through a process called Ostwald ripening, where smaller droplets merge into larger ones over time. Adding preservatives and adjusting pH extends shelf life significantly.
- Potassium sorbate: Add at 0.15% concentration. This is a common food-grade preservative that inhibits microbial growth.
- Ascorbic acid: Use to drop the pH to between 4.2 and 4.6. This acidic range improves emulsion stability and further inhibits bacterial growth.
With proper preservative addition and pH adjustment, expect approximately three months of shelf stability. Actual shelf life will vary depending on the specific ingredients in your premix and active ingredient.
Step 5: Filtration and Packaging
Filter your finished nano emulsion to remove any remaining particulates. This final step ensures a clean, professional product ready for packaging.
Operate under GMP (Good Manufacturing Practice) conditions throughout this entire process. Wear gloves, goggles, and appropriate PPE. If you are producing products intended for human consumption, treat your lab environment as pharmaceutical-grade. Clean and sanitized equipment, proper documentation, and third-party lab testing should all be standard practice.
Key Formulation Tips
- Premix selection matters. Using a combination of carrier oils (avocado, coconut) with sweeteners (saccharin, vegetable glycerin) reduces the bitter taste that plagues many commercial nano emulsion products.
- Temperature control is everything. The jacketed beaker is not optional for consistent results. Without it, temperature fluctuations during the 60-minute sonication can compromise particle size uniformity.
- Probe sonicator vs. ultrasonic bath: A probe-type sonicator delivers focused energy directly into the sample and is far more effective than an ultrasonic bath for nano emulsification. Baths simply do not provide enough localized power.
- This process is versatile. The same SOP works for CBD isolate, THC distillate, delta 8 oil, delta 9 oil, and other cannabinoid preparations. You can also emulsify non-cannabinoid lipophilic compounds using the same method.
Understanding the Science: Why Sonication Works
Ultrasonic processing creates rapid pressure fluctuations in the liquid, generating cavitation bubbles that collapse violently. This mechanical energy shears oil droplets into progressively smaller particles. At 250 watts over 60 minutes, the cumulative energy input is sufficient to reduce particle size below the wavelength of visible light, which is why the emulsion appears clear rather than cloudy.
The premix acts as a surfactant system, coating the newly formed nano-droplets and preventing them from re-coalescing. Without adequate surfactant (your premix), the emulsion would break within minutes. The 4:1 ratio of premix to active ingredient provides enough surface-active material to stabilize the enormous total surface area created by nano-scale particles.
For a deeper understanding of how cannabinoid processing works from crude oil through to refined products, check out our guide on cannabis distillation theory. And if you are converting cannabinoids before emulsification, our CBD to THC conversion guide covers the chemistry involved.
Running into problems? See our nano emulsion troubleshooting guide for the six most common failure modes and how to fix each one.
Particle Size and Bioavailability: The Numbers That Matter
The relationship between particle size and bioavailability is not linear. It is logarithmic. Reducing particle size from 1,000 nm (a conventional emulsion) to 200 nm roughly doubles oral bioavailability in most cannabinoid formulations. Reducing further from 200 nm to 100 nm nearly doubles it again. Below 100 nm, particles can cross intestinal epithelial membranes through paracellular transport, bypassing the lymphatic system entirely.
Published pharmacokinetic data on nano-emulsified THC shows Tmax (time to peak plasma concentration) shifting from 60 to 90 minutes for oil-based products down to 15 to 20 minutes for sub-100 nm formulations. This is the fast-onset window that beverage manufacturers target. If your particle size sits above 200 nm, you are selling a slightly improved oil, not a fast-onset product. The consumer will not feel the difference, and neither will your sales numbers.
Measuring particle size requires dynamic light scattering (DLS). A Malvern Zetasizer or Anton Paar Litesizer will give you Z-average particle diameter and polydispersity index (PDI). Target a Z-average below 100 nm and PDI below 0.25. If your PDI exceeds 0.3, your particle size distribution is too broad and your product will not perform consistently batch to batch. PDI is the number that separates a professional formulation from a garage experiment.
| Particle Size Range | Appearance | Oral Bioavailability (relative) | Onset Time | Commercial Viability |
|---|---|---|---|---|
| 500-1,000 nm | Milky white | 1x (baseline) | 60-90 min | Not competitive |
| 200-500 nm | Cloudy/hazy | 1.5-2x | 40-60 min | Low-tier |
| 100-200 nm | Slightly hazy | 2-3x | 20-40 min | Market standard |
| 50-100 nm | Translucent | 3-5x | 15-20 min | Premium tier |
| Below 50 nm | Clear | 4-6x | 10-15 min | Pharmaceutical grade |
Equipment Comparison: Ultrasonication vs High-Pressure Homogenization vs Microfluidics
Three technologies produce cannabis nano emulsions at commercial scale. Each has trade-offs that equipment sellers will not disclose because they only sell one.
Ultrasonication (Probe Sonicator)
This is the method covered in this SOP. Best for 1 to 50L batches. Low capital cost ($3K to $15K for a quality unit). Excellent particle size reduction with sub-50 nm achievable at optimal parameters. The limitations: direct probe contact introduces titanium shedding at high amplitudes over long runs. The probe tip erodes and those titanium particles end up in your product. Replace tips on schedule, not when they look worn. Heat management is critical. Without the jacketed beaker, temperature spikes during 60-minute runs will degrade cannabinoids and destabilize the emulsion. Not practical above 50L without multiple probes or a recirculation setup.
High-Pressure Homogenization (HPH)
The pharmaceutical industry standard. Operates at 10,000 to 30,000 PSI to force product through a narrow gap valve. Produces extremely consistent particle sizes with low PDI. Best for 50 to 500L production runs. Capital cost: $30K to $150K. No probe contact means no metal contamination. GMP-ready out of the box. Reproducible batch to batch without operator skill dependency. The limitations: high capital cost, requires a pre-emulsification step (you still need a rotor-stator or crude premix before the HPH), and valve maintenance is an ongoing cost. Gap valves wear at a rate proportional to throughput and product viscosity.
Microfluidics
The newest approach. Uses precisely engineered microchannel geometries to create controlled laminar shear. Produces the most uniform particle sizes in the industry with PDI values below 0.1. Capital cost: $50K to $200K. Best for pharmaceutical-grade formulations where batch consistency is legally mandated. The limitations: low throughput per unit, high capital cost, fewer suppliers offering cannabis-specific application support, and the channels clog if your input material is not properly pre-processed.
| Method | Batch Size | Capital Cost | Particle Size | PDI | Best For |
|---|---|---|---|---|---|
| Ultrasonication | 1-50L | $3K-$15K | 30-100 nm | 0.15-0.30 | R&D, startups, small batch |
| HPH | 50-500L | $30K-$150K | 50-150 nm | 0.10-0.20 | Production scale, GMP |
| Microfluidics | 1-100L | $50K-$200K | 20-80 nm | 0.05-0.15 | Pharma grade, high precision |
For most cannabis processors starting out, ultrasonication is the right choice. You can validate your formulation, establish QC protocols, and reach market at 10% of the capital cost. Transition to HPH when your batch sizes consistently exceed 50L and your COA requirements demand pharmaceutical-grade consistency.
We cover formulation science from bench-scale to production in our extraction training course, including nano emulsion troubleshooting and stability protocols. extractiontraining.com
Scaling Up: From 1L Benchtop to 100L Production
The 1L SOP in this guide scales mathematically. The 4:1 premix-to-active ratio, the 60-minute sonication time, and the preservative percentages all hold at larger volumes. What changes is the energy density per unit volume and the heat management strategy.
At 5L, you need a 500W sonicator or a recirculating setup with your 250W probe. The energy density (joules per mL) must remain equivalent to the 1L protocol. Calculate total energy delivered at 1L: 250W multiplied by 3,600 seconds equals 900 kJ, or 900 J/mL. Match that ratio at every scale.
At 20 to 50L, switch to a flow-through sonication setup. The product recirculates through a flow cell containing the sonicator probe. This eliminates the probe-depth limitations of batch processing and provides more uniform particle size distribution across the entire volume. Flow rate through the cell determines energy density per pass, so you may need 3 to 5 recirculation passes to achieve target particle size.
At 100L and above, consider high-pressure homogenization. The capital investment is justified by throughput, consistency, and reduced operator dependency. Many processors run a hybrid approach: ultrasonication for R&D and small batches, HPH for production runs.
Temperature management scales nonlinearly. A 1L jacketed beaker easily maintains 65C. A 50L vessel requires a dedicated chiller with 2 to 3 times the cooling capacity you would estimate from linear scaling. Sonication heat generation increases with volume while surface-area-to-volume ratio decreases. Undersized cooling is the number one reason scale-up batches fail on the first attempt.
Scale-Up Reference Table: Equipment, Cost, and Failure Modes by Batch Size
| Scale | Equipment | Capital Cost | Cost/Liter | Target Particle Size | Stability Window | #1 Failure Mode |
|---|---|---|---|---|---|---|
| 1L (Bench) | 250W probe sonicator + jacketed beaker | $3K-$5K | $8-$15 | 30-80 nm | 3-6 months | Inconsistent probe depth (operator error) |
| 5-10L (Pilot) | 500W probe or recirculation cell | $8K-$15K | $5-$10 | 50-120 nm | 2-4 months | Undersized cooling (temperature excursion) |
| 20-50L (Small Production) | Flow-through sonicator + recirculation | $15K-$35K | $3-$7 | 60-150 nm | 2-3 months | Insufficient recirculation passes (wide PDI) |
| 100L+ (Production) | High-pressure homogenizer (HPH) | $40K-$150K | $1.50-$4 | 50-100 nm | 3-6 months | Skipping pre-emulsification step (valve damage) |
Cost per liter drops by 60 to 80% as you move from bench to production. But the savings only materialize if you maintain particle size consistency across scales. A 100L batch with a PDI of 0.4 is worse than a 1L batch at 0.15 because your dosing uniformity collapses. Scale up the process, not just the volume.
Emulsifier Concentration Adjustments at Scale
The surfactant-to-oil ratio from your 1L bench SOP does not transfer directly to larger volumes. At 1L, the probe delivers concentrated cavitation energy to a small zone. Every particle gets hit multiple times. At 50L with a recirculation cell, each pass through the sonicator hits the particles once. Larger droplets survive each pass and need more surfactant coverage to stay below 200 nm.
The rule of thumb: increase surfactant loading by 10 to 15% at the 10L scale and by 20 to 25% at the 50L scale compared to your validated 1L ratio. At 100L with HPH, you can often return to your original ratio because the homogenizer applies more uniform pressure across the entire volume.
Polysorbate 80 works at every scale but watch for foaming above 20L. The mechanical agitation in larger vessels introduces more air. Add 0.01 to 0.02% simethicone as a defoamer or switch to a low-HLB co-surfactant (Span 80 at 15 to 20% of your total surfactant blend) to suppress foam without changing droplet stability.
What Breaks at Each Scale (and How to Know Before It Breaks You)
1L to 5L: The jump from a 250W to 500W probe seems simple, but the acoustic field changes. A 500W probe at 5L produces different cavitation patterns than a 250W probe at 1L even at equivalent energy density. Run a particle size comparison between your 1L reference and your first 5L batch. If Z-average increases more than 25%, adjust sonication time or amplitude before running production batches.
5L to 50L: This is where Ostwald ripening becomes a real threat. Larger batches take longer to process and longer to cool. Every minute the emulsion sits above 40C after sonication, the smallest droplets dissolve and redeposit onto larger ones. The result: particle size that measures fine at hour zero but drifts 30%+ by day 7. Solution: cool to below 25C within 15 minutes of completing sonication. Oversized chillers are cheaper than failed batches.
50L to 100L+: The transition from ultrasonication to HPH changes the physics entirely. Ultrasonic cavitation is chaotic and turbulent. HPH is laminar and controlled. Your surfactant system that worked perfectly under cavitation may behave differently under 15,000 PSI laminar shear. Always re-validate your formulation when switching emulsification technology, even if you are keeping the same surfactant blend and ratio. Run the same stability protocol you used at bench scale before committing to production.
Batch vs Continuous Processing: When to Switch
| Factor | Batch Processing | Continuous Processing |
|---|---|---|
| Best for volume | 1-50L per run | 50L+ per shift (ongoing) |
| Equipment | Probe sonicator, jacketed vessel | Flow-through sonicator or inline HPH |
| QC advantage | Full batch testing before release | Real-time inline particle size monitoring |
| Batch-to-batch consistency | Operator-dependent (PDI variance 0.05-0.15) | Machine-controlled (PDI variance under 0.05) |
| Changeover time | 30-60 min cleaning between batches | 15-20 min CIP flush |
| Cost per liter (at 100L/day) | $4-$7 | $1.50-$3 |
| Capital investment | $5K-$35K | $40K-$200K |
| Breakeven point | Immediate (low capex) | ~6-12 months at 50L+/day throughput |
The decision is straightforward. If you are producing fewer than 50L per day, batch processing costs less and gives you more control over each run. If you are producing more than 50L per day, 5 days a week, continuous processing pays back the capital investment within 6 to 12 months through lower per-liter cost and reduced labor. Most operations should start batch, validate the formulation, build customer demand, then invest in continuous when volume justifies it. Skipping batch validation and going straight to continuous is how you spend $150K on an HPH line that produces a formulation nobody tested at scale.
Stability Testing Protocol
A nano emulsion that looks perfect on Day 1 and separates on Day 14 costs you product, customers, and credibility. Stability testing is not optional for any formulation you intend to sell.
Visual inspection (daily for first 7 days): Check for creaming (oil layer on top), sedimentation (particles settling), or haze changes. Photograph each sample under consistent lighting against a white background. Any visible change within 72 hours indicates a formulation failure that needs correction before you proceed.
Accelerated stability testing: Place samples at 40C and 75% relative humidity for 30 days. This simulates approximately 3-6 months of room-temperature storage (this extrapolation uses ICH Q1A pharmaceutical guidelines; actual nano emulsion shelf life may be shorter because Ostwald ripening, the primary emulsion failure mode, does not scale linearly with temperature like chemical degradation does). If the emulsion survives this protocol with less than 10% change in particle size, your formulation is commercially viable.
Freeze-thaw cycling: Subject samples to 3 cycles of -20C (24 hours) followed by 25C (24 hours). Nano emulsions that survive freeze-thaw are formulated with adequate surfactant loading. Those that break need more emulsifier or a different surfactant system. This test matters for any product that ships in winter or sits in warehouse loading docks.
Particle size drift: Measure Z-average by DLS on Day 1, Day 7, Day 14, and Day 30. Acceptable drift is less than 20% increase in Z-average over 30 days. If particles are growing faster than that, Ostwald ripening is outpacing your surfactant system and you need to reformulate.
pH monitoring: Cannabis nano emulsions should maintain pH between 4.0 and 4.6 throughout the stability window. If pH drifts above 5.0, microbial risk increases and emulsion stability decreases simultaneously. Check pH at every particle size measurement point.
Cannabis Beverage Formulation: From Nano Emulsion to Finished Drink
A stable nano emulsion is the starting material, not the finished product. Incorporating it into a beverage introduces variables the emulsifier was not designed for, and this is where most formulations fail. We cover the full formulation science, including stability testing, surfactant selection, and onset pharmacokinetics in our cannabis beverage formulation guide.
Carbonation destabilizes most nano emulsions. CO2 dissolved in water drops pH rapidly and the mechanical agitation of carbonation disrupts the surfactant layer around your nano-droplets. If you are formulating a sparkling beverage, add the nano emulsion before carbonation and use a surfactant system rated for low-pH carbonated environments. Polysorbate 80 alone will not hold under carbonation pressure. A blended system with modified starch or gum arabic provides the mechanical resilience that carbonation demands.
Flavor interactions matter more than most formulators expect. Citrus oils (limonene, linalool) compete with cannabinoid nano-droplets for surfactant coverage. If your beverage contains citrus flavoring, increase your surfactant-to-oil ratio by 15 to 20% or emulsify the flavor oils separately from the cannabinoid emulsion and blend after. Co-emulsifying cannabinoids and flavor oils in a single step produces unpredictable particle sizes because the two oil phases have different interfacial tensions.
Dosing accuracy is the hardest QC problem in cannabis beverages. A 10mg THC beverage means 10mg plus or minus 10% in every single can. This requires the nano emulsion to have a PDI below 0.2 and the filling line to maintain dosing precision within 2%. Most craft producers fail this test because their emulsion varies batch to batch or their filling equipment was designed for non-viscous liquids. Invest in a gravimetric filler, not a volumetric one.
For a broader look at cannabinoid formulation science, see our cannabis chemistry glossary for key terminology. If you are troubleshooting an emulsion that already failed, our nano emulsion troubleshooting guide covers the six most common failure modes.
Once your emulsion is produced, validating its shelf life is the next critical step. Our nano emulsion stability testing SOP covers accelerated aging, centrifugation stress, freeze-thaw cycling, and the specific pass/fail thresholds for particle size, PDI, and zeta potential.
Frequently Asked Questions
Can I make a nano emulsion without a sonicator?
Not a true nano emulsion. High-shear mixers and rotor-stators can produce conventional emulsions (500 to 5,000 nm), but they cannot generate enough localized energy to break droplets below 200 nm consistently. You need either a probe sonicator, a high-pressure homogenizer, or a microfluidic processor to reach the nano range. Ultrasonic baths do not count. They distribute energy too broadly across the liquid volume.
How long does a nano emulsion last?
With proper preservatives (potassium sorbate at 0.15%) and pH adjustment (4.2 to 4.6), expect approximately 3 months of shelf stability at room temperature. Refrigeration extends this to 6 months or more. Without preservatives, microbial growth begins within days and Ostwald ripening accelerates. Never sell an unpreserved nano emulsion.
What particle size should I target?
Below 100 nm for any product marketed as “fast-acting” or “water-soluble.” Between 100 and 200 nm is acceptable for standard oral products. Above 200 nm and you lose the bioavailability advantage that justifies the nano emulsion process. Measure with DLS, not assumptions.
Can I nano-emulsify full-spectrum extract?
Yes, but full-spectrum oil is more complex than isolate or distillate. Waxes, chlorophyll, and plant lipids in crude or full-spectrum extract compete for surfactant coverage and increase PDI. Winterize and filter your extract before emulsification. The cleaner the input oil, the tighter the particle size distribution.
Why does my nano emulsion turn cloudy after a few days?
Cloudiness after initial clarity indicates particle coalescence. The most common causes are insufficient surfactant (increase premix-to-active ratio), temperature exposure during storage (keep below 25C), or pH drift above 5.0. Run a DLS measurement to confirm whether particle size increased. If Z-average grew more than 30%, your surfactant system needs reformulation.
What is the difference between a nano emulsion and a liposomal formulation?
Structure. A nano emulsion is an oil-in-water dispersion stabilized by surfactants at the droplet interface. A liposome is a bilayer vesicle made from phospholipids that encapsulates the active ingredient inside. Liposomes offer targeted delivery but are more expensive to produce and less stable than nano emulsions. For cannabis beverages and tinctures, nano emulsions are the practical choice. Liposomes belong in pharmaceutical applications where targeted cellular delivery justifies the cost.
Can I scale this SOP for CBD isolate and THC distillate in the same batch?
You can co-emulsify multiple cannabinoids in a single batch. Mix your target cannabinoid ratio into the active ingredient portion (the 50g in the 1L SOP) before homogenization. The sonication process treats all lipophilic actives equally. The ratio you put in is the ratio you get out, provided both inputs are fully melted and homogeneous before sonication begins.
How much does it cost to produce nano emulsions at commercial scale?
Cost per liter drops from $8 to $15 at 1L bench scale to $1.50 to $4 at 100L+ production scale. The largest cost reduction comes from switching to high-pressure homogenization and continuous processing above 50L per day. At that throughput, equipment payback takes 6 to 12 months. Below 50L per day, batch ultrasonication at $3 to $7 per liter is more cost-effective because the capital investment is 80% lower.
What is the biggest risk when scaling up a nano emulsion from bench to production?
Assuming your 1L formulation will behave identically at 50L or 100L. It will not. Surfactant demand increases 10 to 25% at larger scales because each particle gets less total cavitation energy per pass. Temperature management gets harder because surface-area-to-volume ratio decreases. And if you switch emulsification technology (ultrasonication to HPH), the shear physics change completely. The fix: re-validate your formulation at every scale milestone (1L, 10L, 50L, 100L) before committing to production volumes.
Final Thoughts
Nano emulsification is one of the most commercially valuable skills in the cannabis and hemp processing space. Water-soluble cannabinoid products command premium pricing and open doors to beverage, pharmaceutical, and nutraceutical markets that traditional oil-based extracts cannot reach. With the right equipment and these parameters dialed in, a single operator can produce consistent, high-quality nano emulsions on a benchtop scale.
Ready to level up your extraction game? Contact WKU Consulting for personalized guidance on building your extraction lab.
For more deep dives into cannabis chemistry, extraction SOPs, and lab design, subscribe to the WKU Consulting YouTube channel. New videos every week covering everything from distillation theory to advanced cannabinoid conversions.
Watch the full video walkthrough: